In addition to our piston extrusion presses for carbide, we also have many years of experience in the extrusion of copper, brass and aluminium. This extrusion process involves pressing a block which can be heated up to 900 °C. The operation of extrusion presses is very manpower-intensive and is increasingly problematic, especially with a lack of skilled workers. Work on the extrusion press is made even more difficult by the high temperatures and the dirty and rough environment. That is why we have come up with a range of press automation solutions to simplify the process and take the pressure off workers.
Unmanned discard separating device
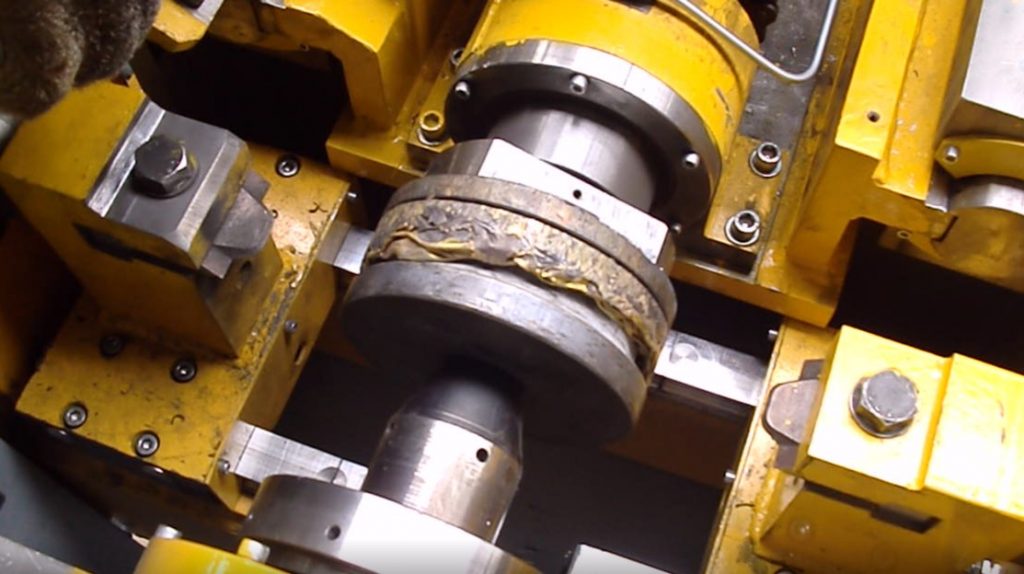
Our expertise here mainly pertains to the so-called discard separating devices. In this process, the press disc is separated fully automatically from the press scrap and the press shell. This also includes the automatic disc handling system to transport the press disc out and into the pressing process. We offer the system for both direct and indirect presses, with press and cleaning disc or with combined press disc or combi-die.
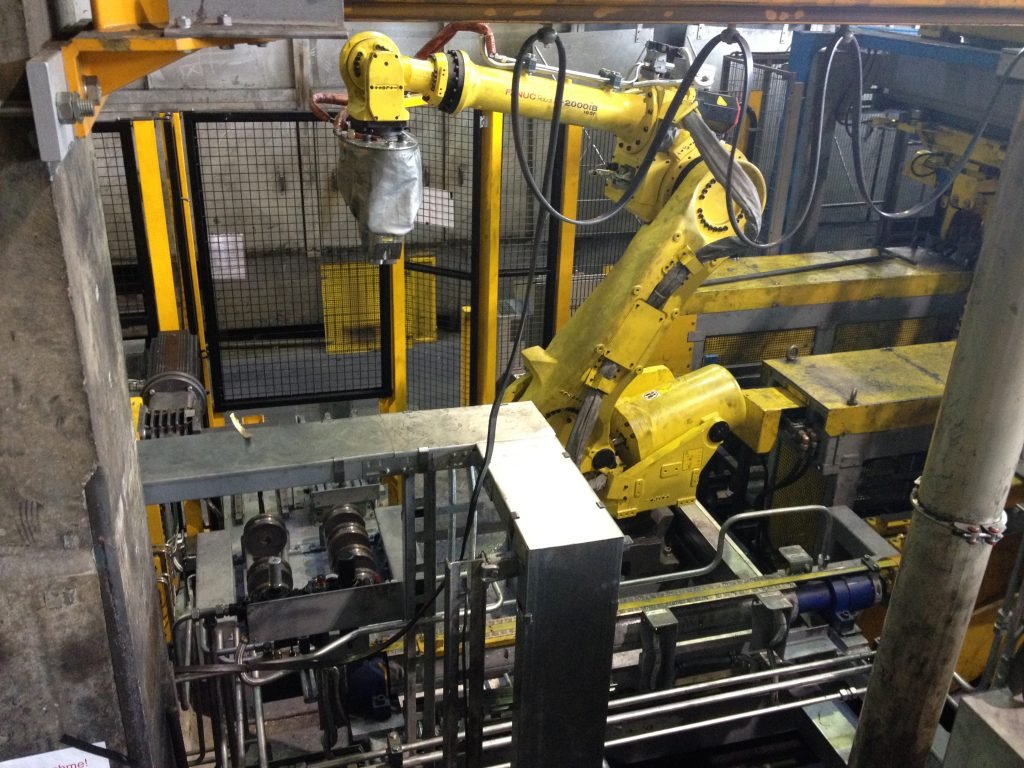
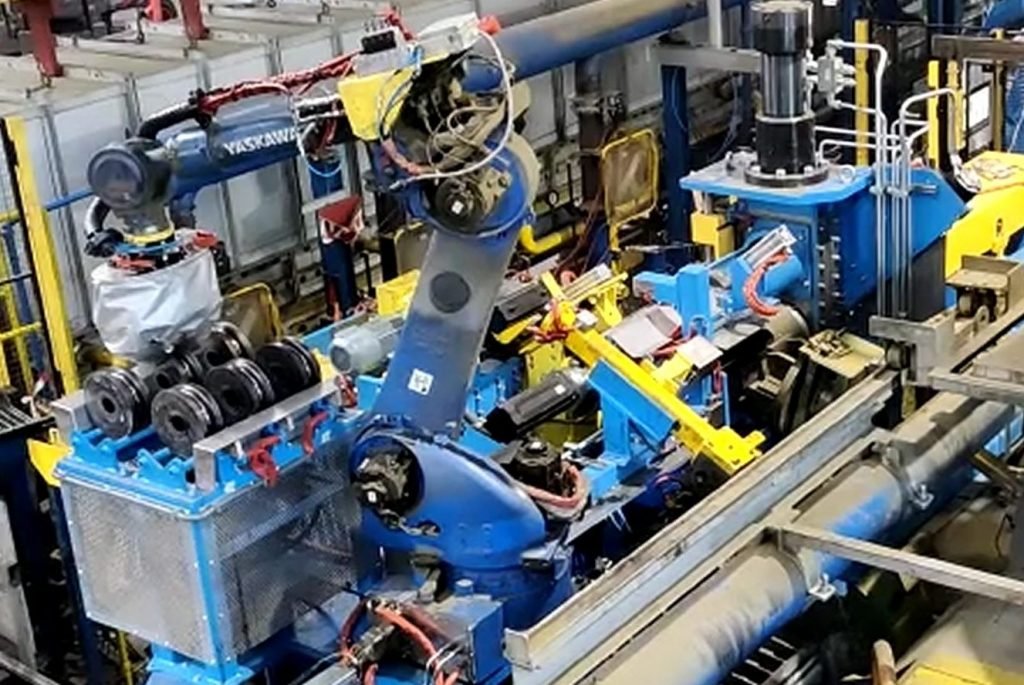
Automatic press disc handling
After the combination of pressing disc and pressing scrap has been unloaded from the press, the pressing scrap is peeled off in a lift. Then the pressing disc is taken by a six-axis robot and brought to the turning station. There, the press shell is pierced, and the disc is then cleaned by a rotating brush. The robot brings the finished cleaned disc into a storage buffer or directly into the block loader of the press. The scrap is conveyed by a central slat-band conveyor into a scrap container.
The entire cleaning process takes place during the non-productive time of the extrusion-press so it does not interrupt the press in any way. For this purpose, several processes run at the same time and there are always several discs in process.
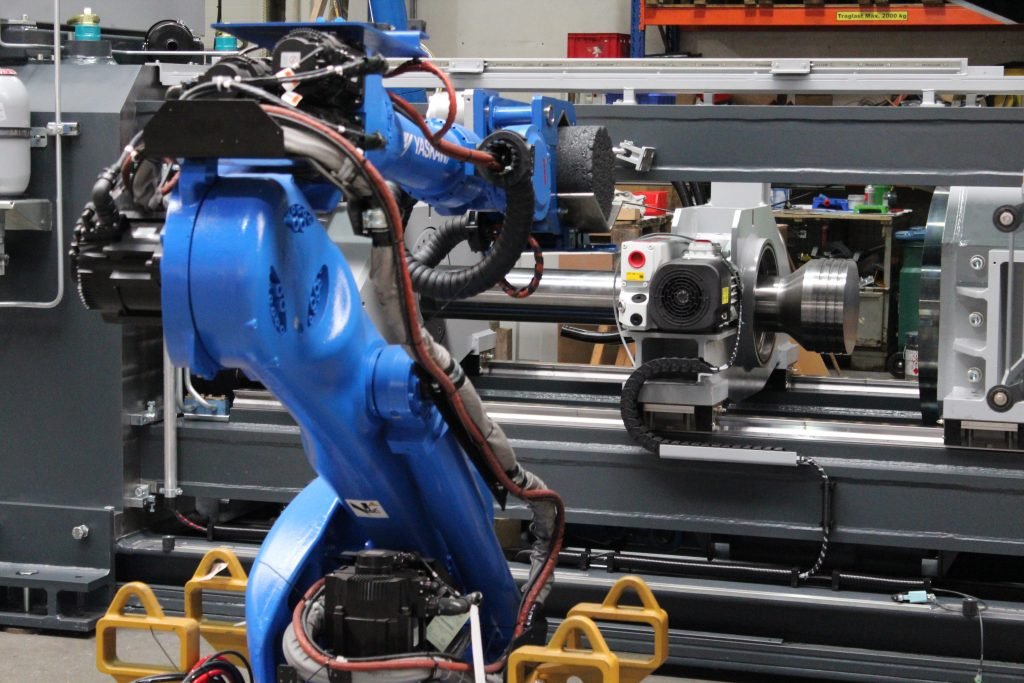
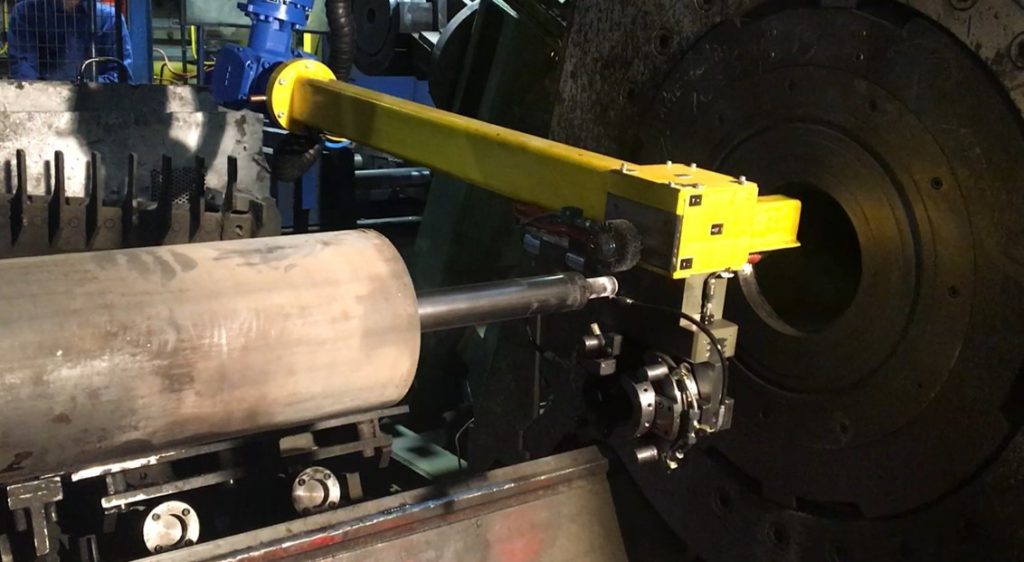
Fully automatic mandrel cleaning and lubrication
Another application for an industrial robot is the cleaning and lubrication of the mandrel for tube extrusion. After each extrusion process the robot moves into the press and brushes off the scrap shell from the mandrel. At the same time, the mandrel is sprayed with liquid graphite. The mandrel tip, which defines the inner diameter of the tube, can additionally be polished with a brush grinder.
We offer these automations for a wide range of press manufacturers. If you require press automation, please contact us. We will be happy to work out a suitable concept for the automation of your piston extrusion press.